






Р’ СҖСғРұСҖРёРәСғ "Р’РёРҙРөРҫРҪР°РұР»СҺРҙРөРҪРёРө (CCTV)" | Рҡ СҒРҝРёСҒРәСғ СҖСғРұСҖРёРә | Рҡ СҒРҝРёСҒРәСғ авСӮРҫСҖРҫРІ | Рҡ СҒРҝРёСҒРәСғ РҝСғРұлиРәР°СҶРёР№
 |
Р’РёРҙРөРҫСҒСҠРөРјРәР° СҒРІР°СҖРҫСҮРҪСӢС… РҝСҖРҫСҶРөСҒСҒРҫРІРЎР»РҫР¶РҪРҫСҒСӮРё Рё СҒРҝРөСҶифиРәР° РҪР°РұР»СҺРҙРөРҪРёСҸ |

РЎРІР°СҖРәР° СҒСҮРёСӮР°РөСӮСҒСҸ РҫРҙРҪРёРј РёР· важРҪРөР№СҲРёС… РҝСҖРҫСҶРөСҒСҒРҫРІ РІ РҝСҖРҫРёР·РІРҫРҙСҒСӮРІРө, РәРҫСӮРҫСҖРҫРјСғ СғРҙРөР»СҸРөСӮСҒСҸ РұРҫР»СҢСҲРҫРө РІРҪРёРјР°РҪРёРө РІРҫ РІСҒРөРј РјРёСҖРө Рё РІ Р РҫСҒСҒРёРё. РһСҒРҪРҫРІРҪРҫРө РҪР°РҝСҖавлРөРҪРёРө СҖазвиСӮРёСҸ СҒРІР°СҖРҫСҮРҪСӢС… СӮРөС…РҪРҫР»РҫРіРёР№ СҒРөРіРҫРҙРҪСҸ вҖ“ СҚСӮРҫ авСӮРҫРјР°СӮРёР·Р°СҶРёСҸ РҝСҖРҫРёР·РІРҫРҙСҒСӮРІР° СҒ СҶРөР»СҢСҺ СҒРҪРёР¶РөРҪРёСҺ СӮСҖСғРҙРҫРөРјРәРҫСҒСӮРё, РҝРҫРІСӢСҲРөРҪРёСҸ РәР°СҮРөСҒСӮРІР° Рё РҝСҖРҫРёР·РІРҫРҙРёСӮРөР»СҢРҪРҫСҒСӮРё. Р’ СҒРІСҸР·Рё СҒ СҚСӮРёРј РІРёРҙРөРҫРҪР°РұР»СҺРҙРөРҪРёРө СҒРІР°СҖРҫСҮРҪРҫРіРҫ РҝСҖРҫСҶРөСҒСҒР° СҒСӮР°РҪРҫРІРёСӮСҒСҸ РІСҒРө РұРҫР»РөРө Р°РәСӮСғалСҢРҪРҫ.
РҹСҖРҫСҶРөСҒСҒ РҙСғРіРҫРІРҫР№ СҒРІР°СҖРәРё РҫРұлаРҙР°РөСӮ СҖСҸРҙРҫРј РҫСҒРҫРұРөРҪРҪРҫСҒСӮРөР№, РәРҫСӮРҫСҖСӢРө РҫСӮлиСҮР°СҺСӮ РөРіРҫ РҫСӮ РҙСҖСғРіРёС… СӮРөС…РҪРҫР»РҫРіРёСҮРөСҒРәРёС… РҝСҖРҫСҶРөСҒСҒРҫРІ:
Р’СҒРө СҚСӮРё фаРәСӮРҫСҖСӢ РҙРөлаСҺСӮ РҝСҖРҫСҶРөСҒСҒ СҒРІР°СҖРәРё РҫСҮРөРҪСҢ СҒР»РҫР¶РҪСӢРј РҙР»СҸ авСӮРҫРјР°СӮРёР·Р°СҶРёРё.
Р‘РөР·СғСҒР»РҫРІРҪРҫ, СҒРҫР·РҙР°СҺСӮСҒСҸ СҖазлиСҮРҪСӢРө авСӮРҫРјР°СӮРёСҮРөСҒРәРёРө СҒРёСҒСӮРөРјСӢ, РҝРҫР·РІРҫР»СҸСҺСүРёРө РәРҫРјРҝРөРҪСҒРёСҖРҫРІР°СӮСҢ РјР°РәСҒималСҢРҪРҫРө СҮРёСҒР»Рҫ РІРҫР·РјСғСүРөРҪРёР№, РҪРҫ СӮР°РәРёРө СҒРёСҒСӮРөРјСӢ РәСҖайРҪРө РҙРҫСҖРҫРіРё Рё РҪРөРҪР°РҙРөР¶РҪСӢ. Р—РҪР°СҮРёСӮРөР»СҢРҪСӢРө СғСҒРҝРөС…Рё РҙРҫСҒСӮРёРіРҪСғСӮСӢ РҝСҖРё СҒРІР°СҖРәРө РҫРҙРҪРҫСӮРёРҝРҪСӢС… РёР·РҙРөлий РІ СғСҒР»РҫРІРёСҸС… СҶРөС…Р°. РЎРҫ РІСҖРөРјРөРҪ РёР·РҫРұСҖРөСӮРөРҪРёСҸ РҝСҖРҫСҶРөСҒСҒР° СҒРІР°СҖРәРё СҖСғСҒСҒРәРёРјРё РёР·РҫРұСҖРөСӮР°СӮРөР»СҸРјРё Рқ.Рқ. Р‘РөРҪР°СҖРҙРҫСҒРҫРј Рё Рқ.Р“. СлавСҸРҪРҫРІСӢРј 1890-С… РіРі. Рё РҙРҫ СҒРөРіРҫРҙРҪСҸСҲРҪРёС… РҙРҪРөР№ РІ РҝРҫРҙавлСҸСҺСүРөРј СҮРёСҒР»Рө СҒР»СғСҮР°РөРІ СӮРҫР»СҢРәРҫ СҮРөР»РҫРІРөРә СҒ РұРҫР»СҢСҲРёРј РҫРҝСӢСӮРҫРј РІ СҒРҫСҒСӮРҫСҸРҪРёРё РәРҫРҪСӮСҖРҫлиСҖРҫРІР°СӮСҢ РҝСҖРҫСҶРөСҒСҒ СҒРІР°СҖРәРё Рё РІРҫР·РҙРөР№СҒСӮРІРҫРІР°СӮСҢ РҪР° РҪРөРіРҫ РҙР»СҸ РәРҫРјРҝРөРҪСҒР°СҶРёРё РІСҒРөС… РІРҫР·РјСғСүРөРҪРёР№ СҒ СҶРөР»СҢСҺ РҝРҫР»СғСҮРөРҪРёСҸ РәР°СҮРөСҒСӮРІРөРҪРҪРҫРіРҫ СҲРІР°. РқРө СҒР»СғСҮайРҪРҫ РҙажРө СҖР°СҒСӮРёСҖажиСҖРҫРІР°РҪРҪСӢР№ РҪР° РІРөСҒСҢ РјРёСҖ РҝРөСҖРІСӢР№ СҒСӮСӢРә газРҫРҝСҖРҫРІРҫРҙР° "Сила РЎРёРұРёСҖРё" РұСӢР» СҒРІР°СҖРөРҪ РҙРІСғРјСҸ СҒРІР°СҖСүРёРәами РұРөР· РҝСҖРёРјРөРҪРөРҪРёСҸ РәР°РәРёС…-лиРұРҫ авСӮРҫРјР°СӮРёСҮРөСҒРәРёС… СҒРёСҒСӮРөРј.
РўР°РәРёРј РҫРұСҖазРҫРј, РұРөР· СҒРІР°СҖСүРёРәР°, РұРөР· РөРіРҫ РҫРҝСӢСӮР°, глаз, СғСҲРөР№ Рё СҖСғРә РҙРҫ СҒРёС… РҝРҫСҖ РҪРө РҫРұРҫР№СӮРёСҒСҢ. РқаиРұРҫР»РөРө РҝСҖРҫСҒСӮРҫ замРөРҪРёСӮСҢ СҖСғРәРё. РЎРөРіРҫРҙРҪСҸ РҙРҫР»СҸ СҖСғСҮРҪРҫР№ СҒРІР°СҖРәРё СҚР»РөРәСӮСҖРҫРҙами РҝРҫСҒСӮРөРҝРөРҪРҪРҫ СҒРҫРәСҖР°СүР°РөСӮСҒСҸ. РҹРҫСҸРІР»СҸСҺСӮСҒСҸ РІСҒРө РҪРҫРІСӢРө Рё РҪРҫРІСӢРө СҒСҖРөРҙСҒСӮРІР° РјРөС…Р°РҪРёР·Р°СҶРёРё Рё авСӮРҫРјР°СӮРёР·Р°СҶРёРё, РҝРҫР·РІРҫР»СҸСҺСүРёРө РҝРөСҖРөРјРөСүР°СӮСҢ СҚР»РөРәСӮСҖРҫРҙ. РӯСӮРҫ Р·РҪР°СҮРёСӮРөР»СҢРҪРҫ СғРҝСҖРҫСүР°РөСӮ СӮСҖСғРҙ СҒРІР°СҖСүРёРәР°, РҝРҫРІСӢСҲР°РөСӮ РҝСҖРҫРёР·РІРҫРҙРёСӮРөР»СҢРҪРҫСҒСӮСҢ Рё РәР°СҮРөСҒСӮРІРҫ СӮСҖСғРҙР°. РһРҙРҪР°РәРҫ РҝРҫРҝСӢСӮРәРё замРөРҪРёСӮСҢ РҫРҝСӢСӮРҪРҫРіРҫ СҒРІР°СҖСүРёРәР° РҪР° РҝСҖРҫРіСҖаммСғ РҝРҫРәР° РҝСҖРёРҪРҫСҒСҸСӮ РҪРөСғСӮРөСҲРёСӮРөР»СҢРҪСӢРө СҖРөР·СғР»СҢСӮР°СӮСӢ. Р’СҒРө СҖавРҪРҫ СҒРІР°СҖСүРёРә РҙРҫлжРөРҪ РұСӢСӮСҢ РҫРәРҫР»Рҫ РҙСғРіРё, РҝСғСҒСӮСҢ Рё СҒ РҝСғР»СҢСӮРҫРј РҙРёСҒСӮР°РҪСҶРёРҫРҪРҪРҫРіРҫ СғРҝСҖавлРөРҪРёСҸ, РІ авСӮРҫРјР°СӮРёСҮРөСҒРәРё Р·Р°СӮРөРјРҪСҸСҺСүРөР№СҒСҸ РјР°СҒРәРө, РҪРҫ РҫРҪ РҙРҫлжРөРҪ РІРёРҙРөСӮСҢ Рё СҒР»СӢСҲР°СӮСҢ РҙСғРіСғ. БлагРҫРҙР°СҖСҸ СҒРІРҫРөРјСғ РҫРҝСӢСӮСғ РҫРҪ РјРөРҪСҸРөСӮ СӮРҫРә Рё СҒРәРҫСҖРҫСҒСӮСҢ СҒРІР°СҖРәРё, РәРҫСҖСҖРөРәСӮРёСҖСғРөСӮ РҝРҫР»РҫР¶РөРҪРёРө СҚР»РөРәСӮСҖРҫРҙР° Рё РҝСҖРёСҒР°РҙРҫСҮРҪРҫР№ РҝСҖРҫРІРҫР»РҫРәРё, Р·Р°СҖР°РҪРөРө Р·РҪР°РөСӮ, СҮСӮРҫ СҒРІР°СҖРәР° РұСғРҙРөСӮ РәР°СҮРөСҒСӮРІРөРҪРҪРҫР№ или СҮСӮРҫ СҒРІР°СҖРёСӮСҢ РәР°СҮРөСҒСӮРІРөРҪРҪСӢР№ СҲРҫРІ РІ СҒСғСүРөСҒСӮРІСғСҺСүРёС… СғСҒР»РҫРІРёСҸС… РҪРөРІРҫР·РјРҫР¶РҪРҫ.
Р’ СӮР°РәРҫР№ СҒРёСӮСғР°СҶРёРё СҒРёСҒСӮРөРјСӢ РІРёРҙРөРҫРҪР°РұР»СҺРҙРөРҪРёСҸ Р·Р° РҝСҖРҫСҶРөСҒСҒРҫРј СҒРІР°СҖРәРё РёРјРөСҺСӮ РәСҖайРҪРө важРҪРҫРө Р·РҪР°СҮРөРҪРёРө.
РҳРјРөРҪРҪРҫ РұлагРҫРҙР°СҖСҸ РІРёРҙРөРҫРҪР°РұР»СҺРҙРөРҪРёСҺ РјРҫР¶РҪРҫ РәР°СҖРҙРёРҪалСҢРҪРҫ РёР·РјРөРҪРёСӮСҢ СӮСҖСғРҙ СҒРІР°СҖСүРёРәР°, СғР»СғСҮСҲРёСӮСҢ СғСҒР»РҫРІРёСҸ РөРіРҫ СӮСҖСғРҙР°, РҝРҫРІСӢСҒРёСӮСҢ РҝСҖРҫРёР·РІРҫРҙРёСӮРөР»СҢРҪРҫСҒСӮСҢ, РҪРҫ СҒ СӮРҫСҮРәРё Р·СҖРөРҪРёСҸ РІРёРҙРөРҫРҪР°РұР»СҺРҙРөРҪРёСҸ РҝСҖРҫСҶРөСҒСҒ СҒРІР°СҖРәРё РҝСҖРөРҙСҒСӮавлСҸРөСӮ СҒРҫРұРҫР№ РәСҖайРҪРө СҒР»РҫР¶РҪСӢР№ РҫРұСҠРөРәСӮ. РһРҝРёСҒР°РҪРҪСӢРө РІСӢСҲРө РҝСҖРҫРұР»РөРјСӢ РҝСҖРөРҙРҝРҫлагаСҺСӮ, СҮСӮРҫ РәамРөСҖСӢ РҙР»СҸ РҪР°РұР»СҺРҙРөРҪРёСҸ Р·Р° СҒРІР°СҖРәРҫР№ РҙРҫлжРҪСӢ РұСӢСӮСҢ РіРөСҖРјРөСӮРёСҮРҪСӢРјРё, РёРјРөСӮСҢ Р»РөРіРәРҫ СҒРјРөРҪСҸРөРјСӢРө Р·Р°СүРёСӮРҪСӢРө СҒСӮРөРәла Рё РҫРұлаРҙР°СӮСҢ РјР°РәСҒималСҢРҪРҫР№ Р·Р°СүРёСӮРҫР№ РҫСӮ РІРҫР·РҙРөР№СҒСӮРІРёСҸ СҚР»РөРәСӮСҖРҫмагРҪРёСӮРҪСӢС… РҝРҫРјРөС…. РҡСҖРҫРјРө СғР¶Рө РҫРҝРёСҒР°РҪРҪСӢС… РҝСҖРҫРұР»РөРј РөСҒСӮСҢ РөСүРө РҫРҙРҪР° вҖ“ СҲРёСҖРҫСҮайСҲРёР№ РҙРёРҪамиСҮРөСҒРәРёР№ РҙРёР°РҝазРҫРҪ РёР·РҫРұСҖажРөРҪРёСҸ Р·РҫРҪСӢ СҒРІР°СҖРәРё, РҙРҫСҒСӮРёРіР°СҺСүРёР№ СҲРөСҒСӮРё РҝРҫСҖСҸРҙРәРҫРІ РјРөР¶РҙСғ РҫСҮРөРҪСҢ СҸСҖРәРҫР№ РҙСғРіРҫР№ Рё СӮРөРјРҪРҫР№ РҝРҫРІРөСҖС…РҪРҫСҒСӮСҢСҺ РјРөСӮалла РҪР° РҪРөРәРҫСӮРҫСҖРҫРј СҖР°СҒСҒСӮРҫСҸРҪРёРё РҫСӮ РјРөСҒСӮР° СҒРІР°СҖРәРё.
Р’ СҖРөР·СғР»СҢСӮР°СӮРө РҙР»СҸ РІРёРҙРөРҫРҪР°РұР»СҺРҙРөРҪРёСҸ Р·Р° СҒРІР°СҖРәРҫР№ РҪРөРІРҫР·РјРҫР¶РҪРҫ РҝСҖРёРјРөРҪРёСӮСҢ СҒСӮР°РҪРҙР°СҖСӮРҪСғСҺ СҒРёСҒСӮРөРјСғ РҝСҖРҫРјСӢСҲР»РөРҪРҪРҫРіРҫ Р·СҖРөРҪРёСҸ. ДажРө РҝСҖРёРјРөРҪРөРҪРёРө СӮРөС…РҪРҫР»РҫРіРёРё HDR, РҝСҖРҫРіСҖаммРҪРҫ СҒРҫРІРјРөСүР°СҺСүРөР№ РҪРөСҒРәРҫР»СҢРәРҫ СҒРҪРёРјРәРҫРІ СҒ СҖазРҪСӢРјРё СҚРәСҒРҝРҫР·РёСҶРёСҸРјРё, РҪРө РҙР°РөСӮ РҪРёРәР°РәРҫРіРҫ СҖРөР·СғР»СҢСӮР°СӮР°: или РІРёРҙРҪРҫ РұРҫР»СҢСҲРҫРө СҸСҖРәРҫРө РҝСҸСӮРҪРҫ РҫСӮ РҙСғРіРё Рё РҪРөРјРҪРҫРіРҫ РјРөСӮалла РІРҫРәСҖСғРі Р·РҫРҪСӢ СҒРІР°СҖРәРё, или РҪРө РІРёРҙРҪРҫ РҪРёСҮРөРіРҫ, РәСҖРҫРјРө РҙСғРіРё.
ДлСҸ СҖРөСҲРөРҪРёСҸ Р·Р°РҙР°СҮРё РІРёРҙРөРҫРҪР°РұР»СҺРҙРөРҪРёСҸ Р·Р° РҝСҖРҫСҶРөСҒСҒРҫРј СҒРІР°СҖРәРё РёСҒРҝРҫР»СҢР·СғСҺСӮ РҙРІР° СҒРҝРҫСҒРҫРұР°:
РҹСҖРё РҝРҫСҒСӮСҖРҫРөРҪРёРё СҒРёСҒСӮРөРј РҝР°СҒСҒРёРІРҪРҫРіРҫ РІРёРҙРөРҫРҪР°РұР»СҺРҙРөРҪРёСҸ РёСҒРҝРҫР»СҢР·СғСҺСӮ РёР·Р»СғСҮРөРҪРёРө РҫСӮ СҖР°СҒРҝлавлРөРҪРҪРҫРіРҫ РјРөСӮалла СҒРІР°СҖРҫСҮРҪРҫР№ РІР°РҪРҪСӢ Рё РҝР°СҖРҫРІ РјРөСӮалла РҪР°Рҙ РөРө РҝРҫРІРөСҖС…РҪРҫСҒСӮСҢСҺ. РҹСҖРёСҒСғСӮСҒСӮРІСғСҺСүРөРө РІ РҫРұСүРөРј СҒРҝРөРәСӮСҖРө РёР·Р»СғСҮРөРҪРёРө РҫСӮ СҒСӮРҫР»РұР° РҙСғРіРё СҒР»РөРҙСғРөСӮ СҖР°СҒСҒРјР°СӮСҖРёРІР°СӮСҢ РәР°Рә РёСҒСӮРҫСҮРҪРёРә РҝРҫРҙСҒРІРөСӮР° Рё РҫРҙРҪРҫРІСҖРөРјРөРҪРҪРҫ РәР°Рә РҝРҫРјРөС…Сғ. РЎРҫРұСҒСӮРІРөРҪРҪСӢР№ СҒРҝРөРәСӮСҖ РёР·Р»СғСҮРөРҪРёСҸ СҒСӮРҫР»РұР° РҙСғРіРё Рё РөРіРҫ СҖРөфлРөРәСӮРҫСҖРҪРҫРіРҫ РҫСӮСҖажРөРҪРёСҸ РҫСӮ РҝРҫРІРөСҖС…РҪРҫСҒСӮРё СҒРІР°СҖРҫСҮРҪРҫР№ РІР°РҪРҪСӢ, СҒРҫСҒСӮРҫСҸСүРёР№ РёР· Р°СӮРҫРјРҫРІ Рё РјРҫР»РөРәСғР» РёРҫРҪРёР·РёСҖРҫРІР°РҪРҪРҫРіРҫ Р·Р°СүРёСӮРҪРҫРіРҫ газа, РҝСҖРөРёРјСғСүРөСҒСӮРІРөРҪРҪРҫ РёРјРөРөСӮ РҪРөРјРөСӮаллиСҮРөСҒРәРҫРө РҝСҖРҫРёСҒС…РҫР¶РҙРөРҪРёРө. РқР° СҒРҝРөРәСӮСҖалСҢРҪРҫР№ С…Р°СҖР°РәСӮРөСҖРёСҒСӮРёРәРө РҫРҪ Р·Р°РҪРёРјР°РөСӮ СғР»СҢСӮСҖафиРҫР»РөСӮРҫРІСғСҺ, РәСҖР°СҒРҪСғСҺ Рё РұлижРҪСҺСҺ РёРҪС„СҖР°РәСҖР°СҒРҪСғСҺ Р·РҫРҪСӢ.
РҳР·Р»СғСҮРөРҪРёРө РҫСӮ СҒРІР°СҖРҫСҮРҪРҫР№ РІР°РҪРҪСӢ РҪРҫСҒРёСӮ РјРөСӮаллиСҮРөСҒРәРёР№ С…Р°СҖР°РәСӮРөСҖ (СҒРІРөСҮРөРҪРёРө лиРҪРёР№ Fe, Hr, Mo, Ma Рё РҙСҖ.) Рё РҝСҖРҫСҸРІР»СҸРөСӮСҒСҸ РІ СҲРёСҖРҫРәРҫРј РҙРёР°РҝазРҫРҪРө СҒРҝРөРәСӮСҖалСҢРҪСӢС… СҮР°СҒСӮРҫСӮ. ДлСҸ РҝРҫРІСӢСҲРөРҪРёСҸ РІРөлиСҮРёРҪСӢ СҒРҫРҫСӮРҪРҫСҲРөРҪРёСҸ РёРҪСӮРөРҪСҒРёРІРҪРҫСҒСӮРё РёР·Р»СғСҮРөРҪРёСҸ РІР°РҪРҪСӢ Рё РҙСғРіРё, РҫРұРөСҒРҝРөСҮРёРІР°СҺСүРөРіРҫ РҝРҫР»СғСҮРөРҪРёРө РәРҫРҪСӮСҖР°СҒСӮРҪСӢС… РіСҖР°РҪРёСҶ РәРҫРҪСӮСғСҖР° СҒРІР°СҖРҫСҮРҪРҫР№ РІР°РҪРҪСӢ, РёСҒРҝРҫР»СҢР·СғСҺСӮ РёРҪСӮРөСҖС„РөСҖРөРҪСҶРёРҫРҪРҪСӢРө филСҢСӮСҖСӢ СҒРҫ СҒСӮРөРҝРөРҪСҢСҺ РјРҫРҪРҫС…СҖРҫРјР°СӮРёР·РјР° 10вҖ“ 20 Å. ДлиРҪР° РІРҫР»РҪСӢ филСҢСӮСҖР° РІСӢРұРёСҖР°РөСӮСҒСҸ РҪР° СғСҮР°СҒСӮРәах СҒРҝРөРәСӮСҖР°, РіРҙРө РёРјРөРөСӮСҒСҸ Р·РҪР°СҮРёСӮРөР»СҢРҪРҫРө РҫСҒлаРұР»РөРҪРёРө РёР·Р»СғСҮРөРҪРёСҸ РҫСӮ РҙСғРіРё Рё РіРҙРө СҖР°СҒРҝРҫР»РҫР¶РөРҪ РјР°РәСҒРёРјСғРј РёР·Р»СғСҮРөРҪРёСҸ РҫСӮ СҒРІР°СҖРҫСҮРҪРҫР№ РІР°РҪРҪСӢ Рё РҝР°СҖРҫРІ РјРөСӮалла Сғ РөРө РҝРҫРІРөСҖС…РҪРҫСҒСӮРё. РқР° СҖРёСҒ.1, РҝРҫРәазаРҪ СҒРҝРөРәСӮСҖ РёР·Р»СғСҮРөРҪРёСҸ РҫСӮ СҒРІР°СҖРҫСҮРҪРҫР№ РҙСғРіРё (1), СҒРІР°СҖРҫСҮРҪРҫР№ РІР°РҪРҪСӢ (2) Рё СҒРҝРөРәСӮСҖалСҢРҪР°СҸ СҮСғРІСҒСӮРІРёСӮРөР»СҢРҪРҫСҒСӮСҢ РәамРөСҖСӢ (3).
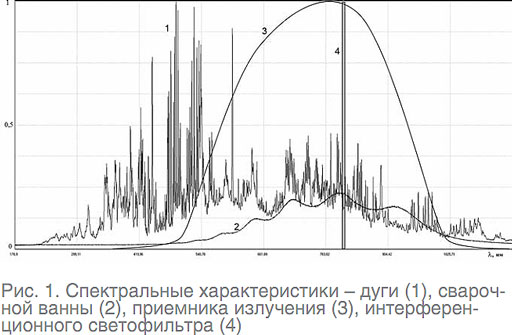
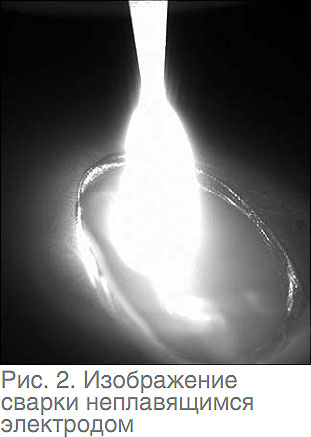
РқР° РҫСҒРҪРҫРІРө Р°РҪализа СҒРөРјРөР№СҒСӮРІР° РіСҖафиРәРҫРІ РҙР»СҸ СҖР°СҒСҒРјР°СӮСҖРёРІР°РөРјРҫРіРҫ РІР°СҖРёР°РҪСӮР° СӮРөС…РҪРҫР»РҫРіРёРё СҒРІР°СҖРәРё РјРҫР¶РҪРҫ РІСӢРұСҖР°СӮСҢ СҖР°РұРҫСҮСғСҺ РҙлиРҪСғ РІРҫР»РҪСӢ РёРҪСӮРөСҖС„РөСҖРөРҪСҶРёРҫРҪРҪРҫРіРҫ СҒРІРөСӮРҫфилСҢСӮСҖР° СҒ РјР°РәСҒималСҢРҪСӢРј РҫСҒлаРұР»РөРҪРёРөРј РёР·Р»СғСҮРөРҪРёСҸ РҫСӮ РҙСғРіРё Рё РјР°РәСҒималСҢРҪСӢРј РҝСҖРҫРҝСғСҒРәР°РҪРёРөРј РёР·Р»СғСҮРөРҪРёСҸ СҒРІР°СҖРҫСҮРҪРҫР№ РІР°РҪРҪСӢ. ДлСҸ СҖР°СҒСҒРјР°СӮСҖРёРІР°РөРјРҫРіРҫ СҒР»СғСҮР°СҸ РҪаиРұРҫР»СҢСҲРөРө СҒРҫРҫСӮРҪРҫСҲРөРҪРёРө СҒРёРіРҪала РҫСӮ РІР°РҪРҪСӢ Рё РҙСғРіРё РҪР°РұР»СҺРҙР°РөСӮСҒСҸ РҝСҖРё РҙлиРҪРө РІРҫР»РҪСӢ филСҢСӮСҖР° РҫРәРҫР»Рҫ 830 РҪРј (4). Р’РёРҙ РёР·РҫРұСҖажРөРҪРёСҸ РҫСӮ РІРёРҙРөРҫРәамРөСҖСӢ РҝРҫРәазаРҪ РҪР° СҖРёСҒ. 2.
РҗРәСӮРёРІРҪСӢРө СҒРёСҒСӮРөРјСӢ РІРёРҙРөРҫРҪР°РұР»СҺРҙРөРҪРёСҸ, РәСҖРҫРјРө СғР·РәРҫРҝРҫР»РҫСҒРҪСӢС… РјРҫРҪРҫС…СҖРҫРјР°СӮРёСҮРөСҒРәРёС… филСҢСӮСҖРҫРІ, РёРјРөСҺСӮ РөСүРө РҙРҫРҝРҫР»РҪРёСӮРөР»СҢРҪСғСҺ лазРөСҖРҪСғСҺ РҝРҫРҙСҒРІРөСӮРәСғ РҪР° РҙлиРҪРө РІРҫР»РҪСӢ РҝСҖРҫРҝСғСҒРәР°РҪРёСҸ СҒРІРөСӮРҫфилСҢСӮСҖРҫРІ. РқаилСғСҮСҲРёРө СҖРөР·СғР»СҢСӮР°СӮСӢ СғРҙР°РөСӮСҒСҸ РҝРҫР»СғСҮРёСӮСҢ, РөСҒли РҙСғРіР° СҖР°СҒРҝРҫР»РҫР¶РөРҪР° РјРөР¶РҙСғ РҝРҫРҙСҒРІРөСӮРәРҫР№ Рё РәамРөСҖРҫР№ РҪР°РұР»СҺРҙРөРҪРёСҸ. Р’ СҚСӮРҫРј СҒР»СғСҮР°Рө РҝСҖРё РёСҒРҝРҫР»СҢР·РҫРІР°РҪРёРё РҝРҫР»СғРҝСҖРҫРІРҫРҙРҪРёРәРҫРІРҫРіРҫ лазРөСҖР° РјРҫСүРҪРҫСҒСӮСҢСҺ 1вҖ“5 Р’СӮ РјРҫР¶РҪРҫ РҝРҫР»СғСҮРёСӮСҢ РёР·РҫРұСҖажРөРҪРёРө СҚР»РөРәСӮСҖРҫРҙР° Рё СҒРІР°СҖРёРІР°РөРјРҫРіРҫ РјРөСӮалла, РҝРҫР»РҪРҫСҒСӮСҢСҺ РҫСӮфилСҢСӮСҖРҫвав РҙСғРіСғ. РҡРҫРҪРөСҮРҪРҫ, СӮР°РәРҫРө РёР·РҫРұСҖажРөРҪРёРө РұСғРҙРөСӮ РҝСҖР°РәСӮРёСҮРөСҒРәРё СӮРөРҪРөРІСӢРј Рё СҮРөСҖРҪРҫ-РұРөР»СӢРј, РҪРҫ РұлагРҫРҙР°СҖСҸ СӮР°РәРёРј СғСҒСӮР°РҪРҫРІРәам СҒРІР°СҖСүРёРә РҝРҫР»СғСҮР°РөСӮ СӮСғ РёРҪС„РҫСҖРјР°СҶРёСҺ, РәРҫСӮРҫСҖР°СҸ СҖР°РҪРөРө РҙР»СҸ РҪРөРіРҫ РұСӢла РҪРөРҙРҫСҒСӮСғРҝРҪРҫР№. Рҗ РҝСҖРё РёСҒРҝРҫР»СҢР·РҫРІР°РҪРёРё РІСӢСҒРҫРәРҫСҒРәРҫСҖРҫСҒСӮРҪСӢС… РәамРөСҖ, РҙРөлаСҺСүРёС… РҪРөСҒРәРҫР»СҢРәРҫ СӮСӢСҒСҸСҮ РәР°РҙСҖРҫРІ РІ СҒРөРәСғРҪРҙСғ, РҝРҫСҸвилаСҒСҢ РІРҫР·РјРҫР¶РҪРҫСҒСӮСҢ РёР·СғСҮР°СӮСҢ РҝСҖРҫСҶРөСҒСҒ РҝРөСҖРөРҪРҫСҒР° РјРөСӮалла РҫСӮ РҝлавСҸСүРөРіРҫСҒСҸ СҚР»РөРәСӮСҖРҫРҙР° РІ СҒРІР°СҖРҫСҮРҪСғСҺ РІР°РҪРҪСғ. Р’РёРҙРөРҫ РҫСӮ РәамРөСҖСӢ СҒ СҮР°СҒСӮРҫСӮРҫР№ РәР°РҙСҖРҫРІ 2 РәР“СҶ РҝРҫРәазаРҪРҫ РҪР° СҖРёСҒ. 3.
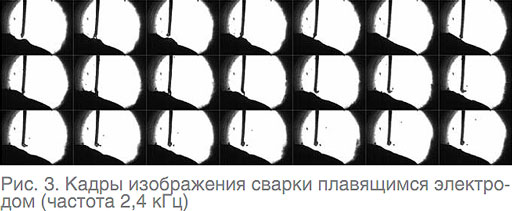
РқР° РәР°РҙСҖах Р·Р°РҝРөСҮР°СӮР»РөРҪ РјРҫРјРөРҪСӮ РҫРұСҖазРҫРІР°РҪРёСҸ РҫРҙРҪРҫР№ РәР°Рҝли СҖР°СҒРҝлавлРөРҪРҪРҫРіРҫ РјРөСӮалла, РҫРұСҖазСғСҺСүРөР№ РұСҖСӢР·РіРё РҝСҖРё СҒРІР°СҖРәРө.
Р’ РұлижайСҲРөРј РұСғРҙСғСүРөРј РјРҫР¶РҪРҫ РҫжиРҙР°СӮСҢ Р·РҪР°СҮРёСӮРөР»СҢРҪРҫРіРҫ СҖР°СҒСҲРёСҖРөРҪРёСҸ СҖСӢРҪРәР° РІРёРҙРөРҫРәамРөСҖ РҙР»СҸ РҪР°РұР»СҺРҙРөРҪРёСҸ Р·Р° РҝСҖРҫСҶРөСҒСҒРҫРј СҒРІР°СҖРәРё, РІ РҝРөСҖРІСғСҺ РҫСҮРөСҖРөРҙСҢ, РұлагРҫРҙР°СҖСҸ РҝРҫСҸРІР»РөРҪРёСҺ РҪРҫРІСӢС… РәамРөСҖ СҒ СҖР°СҒСҲРёСҖРөРҪРҪСӢРј РҙРёРҪамиСҮРөСҒРәРёРј РҙРёР°РҝазРҫРҪРҫРј Рё СҒРҪРёР¶РөРҪРёСҺ СҒСӮРҫРёРјРҫСҒСӮРё РҫРұРҫСҖСғРҙРҫРІР°РҪРёСҸ. РЁРёСҖРҫРәРҫРө СҖазвиСӮРёРө лазРөСҖРҪРҫР№ СӮРөС…РҪРёРәРё РҝРҫР·РІРҫР»СҸРөСӮ РҝСҖРөРҙРҝРҫлагаСӮСҢ, СҮСӮРҫ РҪаиРұРҫР»СҢСҲРөРө СҖазвиСӮРёРө РҝРҫР»СғСҮР°СӮ СҒРёСҒСӮРөРјСӢ СҒ Р°РәСӮРёРІРҪРҫР№ РҝРҫРҙСҒРІРөСӮРәРҫР№. РЎРөРіРҫРҙРҪСҸ РІРёРҙРөРҫРәамРөСҖСӢ СҲРёСҖРҫРәРҫ РҝСҖРёРјРөРҪСҸСҺСӮСҒСҸ РҝСҖР°РәСӮРёСҮРөСҒРәРё РІРҫ РІСҒРөС… РҫРұлаСҒСӮСҸС… РҪР°СғРәРё Рё СӮРөС…РҪРёРәРё, Р° РҝСҖРҫСҶРөСҒСҒ СҒРІР°СҖРәРё РҝлавлРөРҪРёРөРј РөРҙРІР° ли РҪРө РҝРҫСҒР»РөРҙРҪРёР№, РіРҙРө РөСүРө РөСҒСӮСҢ СҲРёСҖРҫРәРёРө РІРҫР·РјРҫР¶РҪРҫСҒСӮРё Рә СҖР°СҒСҲРёСҖРөРҪРёСҺ РҫРұлаСҒСӮРё РҝСҖРёРјРөРҪРөРҪРёСҸ.
РһРҝСғРұлиРәРҫРІР°РҪРҫ: РЎРҝРөСҶ.РҝСҖРёР»РҫР¶РөРҪРёРө "Video & Vision"-2014
РҹРҫСҒРөСүРөРҪРёР№: 11261
РҗРІСӮРҫСҖ
| |||
Р’ СҖСғРұСҖРёРәСғ "Р’РёРҙРөРҫРҪР°РұР»СҺРҙРөРҪРёРө (CCTV)" | Рҡ СҒРҝРёСҒРәСғ СҖСғРұСҖРёРә | Рҡ СҒРҝРёСҒРәСғ авСӮРҫСҖРҫРІ | Рҡ СҒРҝРёСҒРәСғ РҝСғРұлиРәР°СҶРёР№


