Максим Сонных 08/05/19

В рамках цифровой трансформации производств люди, машины, продукты и системы при помощи информационно-коммуникационных технологий и Интернета объединяются в динамическую самоорганизующуюся сетевую структуру реального времени. В результате все стадии цепочки создания добавленной стоимости становятся прозрачными, с непрерывными информационными связями. Достигается увеличение гибкости вплоть до производства партии, состоящей из одного продукта, с экономической и технологической эффективностью массового производства. С чего начать цифровую трансформацию? Как сформировать стратегию поэтапной диджитализации производства? Существуют ли исходные требования для проведения такой трансформации? Каких аспектов она коснется? Изменится ли ИТ- и производственный ландшафт предприятия? Концерн Bosch, занимающийся преимущественно дискретными производствами, накопил внушительный опыт в этом направлении и готов поделиться самыми эффективными подходами и визионерской позицией в диджитализации производств.
Бизнес концернов сегодня
В общей структуре концерна Bosch представлены четыре основных дивизиона:
- решения в области мобильности (один из крупнейших производителей автокомпонент и решений для обеспечения мобильности);
- индустриальные технологии (один из лидеров в области приводов, управления движением, упаковочной промышленности и процессинга продуктов);
- энергетика и здания (системы безопасности для автоматизации зданий, ведущий производитель термотехникии отопительных решений);
- потребительские товары (электроинструменты, бытовая техника).
Концерн Bosch имеет более 270 заводов по всему миру, семь производственных площадок находятся в России. Все они заинтересованы в увеличении эффективности и уровня кастомизации предоставляемого клиентского сервиса, а для этого необходима диджитализация производственных процессов. Мы пытаемся решать эти вопросы как на большой визионерской шкале, представляя, как будет выглядеть производство в будущем, так и действуя пилотными методами, рассматривая сложившийся ландшафт и потенциал улучшения, позволяющий реализовать технологии на стыке традиционной автоматизации и ИТ, которые уже доступны в мире.

Что дает цифровая трансформация?
Зачем дискретным производствам идти по пути диджитализации? Для этого есть ряд существенных причин:
- One Piece Mass Production. Мы хотим повысить уровень кастомизации до производства партии из одного продукта с преимуществами массового производства. Пока это визионерская идея, но тем не менее такой посыл есть.
- Увеличение производительности, качества и уровня эффективности использования ресурсов. В разрезе технологического оборудования речь идет, как правило, об OEE – показателе общей эффективности как по машинам, так и по линиям. Используя уже сложившийся ландшафт, архитектуру оборудования и имеющиеся машины, мы стремимся увеличить уровень эффективности их использования за счет применения новых продуктов и подходов, которые дает диджитализация.
- Сокращение производственных затрат.
- Оптимизация складов, реализация концепции поставки точно в срок.
- Облегчение труда человека. По этой теме ведется достаточно большое количество дискуссий. Существуют визионерские модели, в рамках которых производство будущего является безлюдным, но мы с ними не согласны. Роль человека все равно сохранится. В среднесрочных перспективах в мелкосерийном производстве останется доля операций, которые сможет сделать только человек. Но остаются другие вопросы: как сократить человеческий фактор? Какие вспомогательные системы могут помочь человеку работать на производстве более эффективно? Как обеспечить формирование цифрового двойника произведенного продукта с учетом того вклада, который внес человек-оператор на линии? На эти вопросы мы тоже стремимся найти ответы и предложить новые системы, которые сохраняют человека в составе линии, но некоторым образом видоизменяют процесс его деятельности.
- Высокий потенциал для инноваций при комбинации наработок в сфере ИТ, промышленной автоматизации и технологических знаний.
- Защита производственных данных.
- Новые сервисы и бизнес-модели (продукт как сервис, программное обеспечение как сервис и т.д.).
- Выход из коммодитизации.
Результаты исследования PricewaterhouseCoopers и других аудиторских консалтинговых компаний подтверждают, что процессы диджитализации позволят привлечь в индустрию значительно больший объем финансирования и уменьшить добавленную стоимость.
Производство будущего
С точки зрения производственного цеха наша визионерская модель состоит из трех частей (рис. 1):
- Модель нового цеха. Это то, как мы видим эффективное развитие цифрового производства в ближайшем будущем. Чем отличается новая производственная среда? Во-первых, наличием средств беспроводной связи. Во-вторых, возможностью гибкого и беспроводного подвода питания, что обеспечит достаточно гибкое перемещение машин. Полноценно такая среда пока еще недоступна, но уже существуют концепты в рамках R&D-проектов по ее созданию и ряд аспектов и элементов уже начинают появляться.
- Разработка гибких адаптивных машин, которые смогут становиться участниками такой производственной среды, интегрироваться в нее, организовывать как горизонтальные, так и вертикальные информационные связи между собой и использоваться для гибкого производства требуемых продуктов. Эти машины должны обладать возможностью регруппировки, реконфигурирования и быстрой адаптации под новые заказы.
- Соединение оборудования с глобальной сетью с целью получения дополнительных инсайтов, вычислительных возможностей для оптимизации производства и формирования новых услуг и сервисов. Это то, о чем сегодня говорят практически все эксперты по релевантной тематике.
Массовое производство в условиях малой партийности В качестве примера действия визионерской модели рассмотрим производство изделий гидравлически-клапанной группы (рис. 2), которая состоит из двух больших элементов:
- продукт механообработки;
- продукт сборочных операций с электроникой.
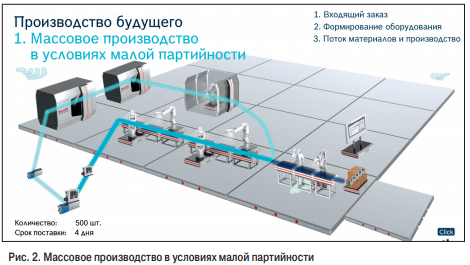
В потоке создания ценностей мы видим, кроме машин и роботизированных линий, и людей, которые продолжают работать на производстве. При этом у роботов нет ограждений, они находятся в одной зоне с людьми, что является главным отличием от сегодняшних высокоавтоматизированных заводов. Здесь также появился телевизор – дэшборд, который позволяет агрегировать производственные данные и показатели эффективности процессов, отображает их на экране, показывая то, что происходит в настоящий момент с оборудованием, и обеспечивает полную прозрачность производственной цепочки.

Массовое производство в условиях высокой партийности
Как изменится визионерская модель, если потребность в количестве изделий увеличится? Например, придет заказ на большее количество номенклатуры изделий, который потребуется реализовать с достаточно коротким сроком поставки. В этом случае соответствующее программное обеспечение должно рассчитать и показать, что такой объем оборудования не может быть произведен в срок на существующей линии и требуется расширение.
Пока подобные модификации производства невозможны, еще только разрабатываются решения, которое могли бы настолько быстро интегрироваться в цеховую среду, адаптироваться под конкретные производственные задачи и затем "переезжать" с места на место. Учитывая специфику производственной среды будущего, мы видим возможной и эффективной реализацию такой визионерской модели.
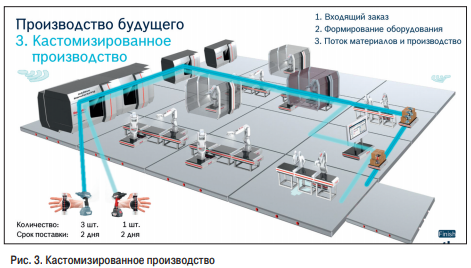
Кастомизированное производство
Если изделия имеют уровень кастомизированных и объем производства мал, то необходима организация многономенклатурного мелкосерийного производства (рис. 3), в котором большая роль отводится аддитивным технологиям. Используя их, можно будет реализовать и такую производственную модель.
Портфель решений
Глобальные тренды и решения в рамках новой диджитализированной среды могут быть распределены по трем стадиям:
- Now. Существуют уже сейчас, и необходимо научиться их задействовать, использовать и понимать, как они будут видоизменяться с развитием технологий.
- Next. Находятся на пороге внедрения. Мы уже видим концепты, прототипы, но еще нет реальных производственных кейсов.
- Beyond. Присутствуют только в рамках R&Dлабораторий и университетов или в виде концептов.
Now
Решения стадии Now – это большое количество мехатронных компонент, уже обладающих определенным уровнем автономности и распределенных вычислений. Если раньше машина работала централизованно, у нее был единый контроллер, а все остальные элементы представляли собой исполнительную механику либо исполнительные электромеханические устройства, то на сегодняшний день каждый из узлов машины выполняет определенные интеллектуальные функции. Одни из них связаны со сбором и передачей информации, другие – с вопросами организации автономной работы. Такие линии уже достаточно широко используются в производстве (например, когда в зависимости от RFID-кода, который несет в себе приходящая заготовка, линия производит с ней те или иные операции децентрализованным образом). Современное оборудование Now обладает интеграционной способностью и готовностью к внедрению в среду цифрового производства, а также соответствуют критериям и требованиям Глобального консорциума Интернета вещей к продуктам для реверсной архитектурной модели в Индустрии 4.0 (объединение в сети, обеспечение как горизонтального, так и вертикального обмена информацией и т.д.).
Next
На стадии Next рассматриваются новые концепции, которые уже появляются в производстве, но не имеют массового характера внедрения. Здесь в первую очередь мы выделяем новые концепции в области роботизации. Речь идет о коллаборативных роботах, которые могут работать в одной среде с человеком, имеют определенный сенсор очувствления и не причиняют человеку вреда, и автономно движущихся роботах, действующих внутри производства и выполняющих внутрилогистические транспортные операции. В определенный момент случился бум внедрения автономных роботов, которые появлялись на производстве в достаточно больших количествах, но требовали прокладки инфраструктуры (фиксированные треки, по которым роботы перемещались по производству). Это приводило к тому, что производственная среда не могла гибко адаптироваться под нужные требования: любая реконфигурация оборудования предполагала перекладку треков. Такие роботы использовали практически все производственные концерны, в том числе и Bosch, но в определенный момент этот бум начал стихать по вышеуказанной причине. Новая концепция сенсорики, например 3D-сканеров и 3D-камер, позволяет решать задачу локализации картографирования для робота без прокладки дополнительной инфраструктуры, что существенно расширяет границы их применения. Другое обширное направление стадии Next – это использование в производстве технологий искусственного интеллекта, то есть получение дополнительных автоматических инсайтов из данных, обеспечение автономного управления работой машины и увеличение эффективности. Новые стандарты связи – еще один большой разрез в области работы консорциума Интернета вещей и реверсной архитектурной модели данных. Уже существуют определенные промышленные стандарты, но если говорить про полевой уровень передачи данных, то часто применяются проприетарные нестандартизированные протоколы, которые значительно осложняют объединение машин в сеть и построение горизонтальных и вертикальных связей. Еще начале 2000-х гг. некоторыми концернами были предприняты попытки объединять машины в сеть, но все это упиралось в отсутствие единых коммуникационных стандартов. Несмотря на то что эта проблема решена не до конца, мы понимаем, что в настоящий момент большинство стандартов связи строятся на базе эфирной сети Ethernet внутри оборудования. Значит, на уровне объединения машин уже используются достаточно стандартизированные протоколы OPC UA и OPC DA, а также разрабатываются такие перспективные стандарты, как TSN. Другими словами, есть понимание того, как и на каком уровне машины могут объединяться в сети.

Beyond
Направление решений Beyond стоит за некой гранью того, что мы имеем сейчас и что видим в ближайшем будущем. Это такие аспекты, как автоматическое построение информационных связей между оборудованием и обеспечение высокой вариативности One Piece Mass Production, при которой подходы и эффективность массового производства позволяют создавать высококастомизированный продукт с достойным уровнем качества и без повышения стоимости. К этой стадии относятся и беспроводные сети, причем не столько сети связи (5G в производственной среде), сколько возможность беспроводного подвода энергии к машинам, что позволит обеспечить их гораздо большую гибкость, подвижность и эффективность.
Этапы цифровой трансформации производства
В условиях диджитализации к производству начинает предъявляться ряд противоречивых требований. С одной стороны, мы говорим про низкие затраты и высокую вариативность, а с другой стороны – укорачивается цикл жизни продукта. Требуется гораздо более быстрая наладка и более высокая гибкость. Все эти вопросы решаются на разных этапах цифровой трансформации производства, представленной в виде пирамиды (рис. 4):
- Бережливое производство (LEAN Production, LEAN Manufacturing). Это основа пирамиды и база для умной фабрики. Бережливое производство взяло за основу элементы Toyota Production System и получило развитие и распространение практически во всех концернах, в том числе и в Bosch.
- Диджитализация данных, их сбор от всех источников. Они собираются не только с машин, в этот процесс должны быть включены компоненты, продукты, люди, клиенты, поставщики и т.д. Все эти данные представляют собой цифровой двойник изделия, который впоследствии может использоваться и храниться в базе.
- Информация. Генерацию информации и прозрачность собранных данных обеспечивают системы менеджмента производства, системы класса Business Intelligence, Smart Cockpits, дэшборды (интерактивные Cockpits, которые показывают все ключевые показатели эффективности – факт, план, отставание и др.).
- Знания. Анализируя информацию и применяя к ней современный стек технологического анализа, можно получать определенные инсайты для построения интеллектуальных баз данных, продвинутой аналитики, сопровождения оператора и производственного обслуживания.
- Прогнозы. На основании полученных инсайтов появляется возможность давать предикативные советы, связанные с выходом из строя того или иного оборудования, эффективным планированием загрузки и т.д.
- Автономность. Верхняя шкала пирамиды – это полностью автономные системные решения на производстве (самосопровождаемые продукты, независимые и адаптивные системы и др.).

Консалтинг: с чего начинать внедрение?
Внедрение рассмотренной пирамиды в реальный производственный ландшафт – это довольно длительный процесс, который может растянуться на годы. Например, в концерне Bosch его практическая реализация охватывает накопленный опыт и стратегии диджитализации непосредственно на предприятии, а также сложившуюся ИT-инфраструктуру. Мы действуем в соответствии с концепцией бережливого производства и на основании этого идем двумя путями, тактическим и стратегическим:
- Bottom-Up, или пилотный подход. Цель – погружение в среду и фокус на достижение локальных результатов. На цеховом уровне мы рассматриваем тот или иной кейс, где внедрение апробированной технологии, скорее всего, приведет к повышению эффективности машины, проводим идентификацию потенциала и возможностей. Далее изучаем масштабируемость и оценки по релевантному KPI, определяем подходящие зоны для внедрения пилотов.
- Top-Down, или общая картина и видение. Цель – структурирование и формирование внутренних стандартов. Разрабатывается концепция развертывания i4.0, проходит стратегический выбор фокусных применений. Стратегия, как правило, предполагает достаточно детальный аудит производственных систем, выработку стратегии внедрения с ключевыми KPI, анализ готовности, уровня внедрения бережливого производства, ИТ-среды и подготовленности персонала.
После всех настроек происходит развертывание и широкое внедрение апробированных решений для достижения синергетического эффекта.

Диджитализация сборочных производств и логистических процессов
В цифровой транформации сборочных производств и логистических процессов первостепенными являются задачи объединения машин в сеть, аналитики данных, оптимизации производительности и контроля потока создания ценности. Для их решения могут быть задействованы следующие элементы, которые реализуют связку производственной части с концептом цифрового проектирования:
- Коллаборативные робототехнические системы. Быстро встраиваются в производственную сеть и позволяют человеку-оператору работать безопасно в непосредственной близости от объекта роботизации. В идеальной визионерской картине человек и робот работают совместно, например робот берет на себя рутинные и эргономически неэффективные операции, а человек выполняет другую часть работы.
- Системы-ассистенты. Помогают людям-операторам выполнять их работу на линии более эффективно.
- Транспорт. Интеллектуальный транспорт с контролем перемещаемых продуктов, например посредством RFID-меток.
- Ручной инструмент с прямой выгрузкой данных по его работе в сеть.
- Автономные роботы для организации внутрицеховой логистики. Решают задачу SLAM, заключающуюся в одновременной локализации и картографировании. Снабжены датчиками, позволяющими ориентироваться в пространстве цеха без какой-либо дополнительной инфраструктуры (не требуется прокладывать под полом токопроводящие дороги), могут обходить препятствия, значительно сокращают простои на производстве, позволяют реализовать гибкое управление заказами и вместо человека автоматически транспортируют пустую тару к выбранным местам хранения.
Мониторинг и анализ производственных данных
Как обеспечивается связь оборудования? На полевом уровне присутствуют оцифрованные данные со стороны машин, доступные по протоколу OPC UA, а также проприетарные контроллеры, к которым нужно подключиться с помощью определенного коннектора. Кроме того, есть дополнительные данные, которые требуется собрать с производственной среды (вибрационные показатели, температурный режим и др.), чтобы предсказать выход из строя того или иного оборудования. В этом процессе в качестве обеспечительной инфраструктуры эффективно использование функционала IoT-шлюзов – программно-аппаратных комплексов, которые позволяют подключиться:
- к линии, не модифицируя ее программу электроавтоматики и используя прямое подключение посредством протоколов OPC UA и проприетарных протоколов;
- к датчикам, которые на линии в данный момент не присутствуют, но будут внедрены в процессе диджитализации.
Затем данные могут агрегироваться и отправляться к верхнему уровню ИТ-систем для последующей аналитики, анализа и интеграции с ERP- и MES-системами предприятия (рис. 5). Другими словами, информация собирается из существующей производственной среды и становится доступной на уровне ИT-решений предприятия, которыми могут выступать:
- реляционные базы данных;
- MES-, ERP-системы;
- облачные решения с достаточно высоким функционалом распределенных вычислений (Microsoft Azzure, MySQL и др.).
Интеллектуальное рабочее место
В большинстве производственных процессов человек продолжает играть определенную роль. Вопрос заключается в том, как сделать его труд эффективным и избежать ошибок в случае, если он не может быть заменен машинами. Ответ – использовать интеллектуальные рабочие места, которые предполагают вывод перед человеком персонифицированных инструкций (рис. 6).

В этом случае рабочее место знает, кто перед ним, выводит инструкции, выдает соответствующие заготовки для работы, а продукт идентифицируется посредством RFID-меток. За всеми манипуляциями человека ведется наблюдение с помощью 3D-камеры. Если оператор берет неправильную деталь и пытается прикрутить ее в неправильном месте, то система идентифицирует такое событие и не дает оператору перейти к следующему этапу. Это интересный подход, который, с одной стороны, помогает оператору, а с другой – повышает уровень контроля и качества на линии.
В условиях прямой автоматизации, до которой на производственной линии работали десять человек, а теперь три, возникает вопрос: что делать оставшимся семи? В нашем случае ответ – задействовать их в тех сферах деятельности концерна, где их вклад будет более значительным. Определенную работу машины выполнять пока еще не научились: разработку новых продуктов, обслуживание тех же машин и т.д. Систему интеллектуального производства необходимо поддерживать, что создает дополнительные рабочие места, а значит люди остаются. Разумеется, при изменении рабочих мест требуемые компетенции тоже будут отличаться.
Интерактивные производственные дэшборды в цеху
Производственный дэшбординг – это системы класса Business Intelligence, которые достаточно широко используются в ИТ для построения разрезов различных данных, связанных с деятельностью предприятия (выручка, дебет и др.). Подобные показатели всегда присутствуют и в производстве, но, к сожалению, на практике здесь уровень автоматизации дэшбординга значительно ниже или практически отсутствует, а данные, которые часто вывешиваются на бумаге, достаточно быстро устаревают и не показывают динамику. С помощью дэшбордов можно контролировать производственный процесс и демонстрировать показатели в соотношении план/факт по качеству, заданному периоду, обеспечению режима безопасности и др. Кроме того, дэшборд является местом для проведения производственных совещаний. В нем реализованы разграниченные права доступа, и руководитель производственного подразделения может получить гораздо более высокий уровень доступа к данным. Здесь же может проводиться и базовая аналитика. Плюс к этому дэшборд объединяет информацию, которая агрегируется из различных систем (ERP, MES, локальные документы и др.).

Проектные решения в области промышленной автоматизации
Рассмотрим, как цифровая трансформация производства может выглядеть на практике. В нашей лаборатории мы отрабатывали концепт совместной работы коллаборативного робота и человека (рис. 7), где робот выполнял определенные задачи класса Pick-and-Place: человек прикатывал на тележках заготовки, приходящие с производства, а робот переставлял их во внутрицеховую тару и расставлял на конвейер.

При изменении положений робот адаптивно по камере и метке определял, что изменилось, и продолжал работу. Другой автономный робот ездил по цеху и транспортировал пустую либо загруженную тару. Он работал по определенной программе, без треков и линий, только через установленный впереди 3D-сканер. Этот пример очень близок той визионерской модели, которая была описана выше. Такое оборудование может безопасно функционировать в непосредственном контакте с человекомоператором: коллаборативный робот обладает органами очувствления, которые позволяют ему остановиться при возникновении человека в зоне работы. Этот эксперимент показывает, как два робота могут образовывать гибкую производственную концепцию и вполне подлежат внедрению в реальную производственную среду. Это частично прототипное оборудование, но оно уже доступно в "железе", а не только в виде слайдов и презентаций. Еще один концептуальный кейс внедрения был реализован в многономенклатурном мелкосерийном ручном производстве гидравлических клапанов, где нет роботов, но есть люди, вовлеченные в работу производственных линий с помощью новых подходов диджитализации (рис. 8).

До момента модернизации на шести сборочных линиях собирались по 3–10 вариантов клапанов. На переналадку оборудования уходило до получаса, и приходилось поддерживать склад для хранения деталей, рассчитанных на двухдневное производство. В рамках диджитализации этой линии стояла задача не роботизации или автоматизации с точки зрения внедрения мехатронных узлов, а повышения эффективности по линии, увеличения количества вариаций клапанов (кастомизации), а также сокращения времени переналадки, количества сборочных линий и склада. И все это с интеграцией в MES- и ERP-системы и реализацией дэшбординга данных.
Что из этого получилось? Был использован дэшбординг, где все данные с производственной линии отображаются в реальном времени. Оператор, работающий на линии, получал интерактивные инструкции, в том числе и видеоинструкции, которые значительно облегчают восприятие и сокращают время подготовки. Была реализована система Pick-to-Light: если загорался зеленый свет, значит человек взял правильную деталь. Был также внедрен контроль за оператором на линии (3D-камера следила за руками оператора и в случае выполнения неверных действий появлялась подсказка, что нарушена последовательность сборки) и проведена интеграция планшетных устройств. С помощью носимого RFID-идентификатора оператор входил в систему, после чего ему становились доступны персональные данные о том, кто конкретно работает на линии, какова норма смены, какой объем инструкций можно выдавать этому сотруднику (для опытного оператора требуется меньше подсказок и этапов контроля, чем для новичка).
Вызовы для компании и сотрудников
Реализация подобных визионерских идей и конкретных производственных проектов предполагает изменение мышления и компетенций на уровне как производственного менеджмента, так и операторов исполнительных цехов:
- Смещение компетенций. Новые вспомогательные системы требуют от операторов меньшей подготовки, в то время как производственные эксперты, которые занимаются их внедрением и обслуживанием, должны не только владеть знаниями о самом производственном процессе и бережливом производстве, но и понимать, каким образом могут эффективно использоваться ИТ-системы.
- Клиентский фокус. Постулат One Piece Mass Production и высокая кастомизация предполагают фокус на клиенте и обеспечение гибкости для решения задач заказчиков.
- Новая культура менеджмента. Это то, что позволит эффективно взаимодействовать с линиями в условиях уже не просто автоматизированного, а диджитализированного производства.
Иллюстрации предоставлены автором
Фото: ru.freepik.com
Опубликовано в журнале "Системы безопасности" #2, 2019
Взрывозащита технологического оборудования: защита опасного производственного объекта

Средства коллективной работы и платформы для корпоративных коммуникаций в офисе
Умные парковки и автоматизация пропускного режима для ЖК и коммерческой недвижимости


Комментарии (1)