Андрей Мамулин 24/10/22
Прочитав заголовок статьи, читатель пожмет плечами и скажет: "Дожили! Притянули за уши к системам безопасности метрологию. Скоро, не дай бог, до каталогизации и обитаемости систем безопасности дойдем". Дойдем или не дойдем – это уже третий вопрос. А с метрологией пора уже начинать разбираться. При этом помним, что на тонну руды (изученной теории) приходится меньше грамма золота (один практический пример).

В СП 10.13130–2020 "Внутренний противопожарный водопровод"1 не указаны ни класс точности манометра, ни единицы измерения, в которых должна быть проградуирована его шкала. Требования п. 48 ППР–20202 обязывают руководителя организации извещать подразделение пожарной охраны об уменьшении давления в водопроводной сети ниже требуемого. Допуски на требуемое значение давления во входном напорном трубопроводе даны в проектной документации.
Соответствие текущего значения давления требуемому значению определяется с учетом этих допусков и зависит от класса точности манометра. Заметим, что от класса точности зависит и периодичность поверок средств измерений (СИ).
Таким образом, недостатки СП 10 автоматически могут привести к двум замечаниям в предписании инспектора надзорного ведомства руководителю организации:
- Нарушены сроки поверки манометров.
- Класс точности манометров не соответствует требуемой точности измерения давления.
За этим не только стоит повторное выполнение работ, но и лежит дополнительная финансовая нагрузка.
Автор сгустил краски? Тогда что мы знаем о профессиональном стандарте специалиста по пожарной профилактике, который вступил в силу с 01.03.2022 г.? Может ли специалиста такого высокого уровня в области пожарной безопасности содержать в своем штате организация малого и среднего бизнеса для исключения вышеуказанных замечаний инспектора? Отрицательный ответ очевиден, равно как очевиден в этой ситуации ответ на извечный русский вопрос "Что делать?": учиться, трудиться и работать!
Поэтому для начала обратимся к основам метрологии, чтобы гарантированно избавиться от некоторых грядущих невзгод.
Глоссарий
Метрология – это:
- наука об измерениях;
- наука о методах обеспечения единства измерений;
- наука о способах достижения требуемой точности при разработке, производстве, испытаниях и эксплуатации промышленных образцов.
Измерение – это нахождение значения физической величины опытным путем с помощью специальных технических средств – средств измерений.
Физическая величина – это количественная характеристика физических свойств тела, процесса, явления.
Измерение физической величины – это экспериментальное сравнение данной величины с другой однородной, принятой за единицу измерения.
Единица измерения – конкретное значение физической величины, принятое за основание для количественного сравнения.
Средство измерений (СИ) – техническое устройство, используемое при измерениях и имеющее нормированные метрологические характеристики (рис. 1).
 Рис. 1. Средство измерений
Рис. 1. Средство измерений
Поверка средства измерения – это:
- нахождение метрологическим органом погрешностей СИ;
- установление соответствия значений погрешностей классу точности СИ;
- определение пригодности СИ для применения.
После завершения поверки выдается свидетельство и наносится клеймо, подтверждающие, что данный прибор может применяться в пределах наперед заданного срока, а его точность соответствует заданному для СИ классу точности.
Калибровка СИ – способ уменьшения систематических погрешностей СИ, то есть коррекция (исправление) его характеристик.
Если прибор имеет органы настройки (переменные резисторы или программу на компьютере), показания прибора могут быть скорректированы, то есть после процедуры калибровки точность прибора может стать выше.
Калибровка официально подтверждается только на момент ее проведения, срок действия для этого процесса официально не применим.
Аттестация СИ – всестороннее исследование СИ с целью выявления его метрологических свойств, в первую очередь диапазона измерений, чувствительности (для прибора), действительного значения (для меры), погрешности, определения условий применения и других особенностей. Кроме того, при метрологической аттестации проверяется неизменность метрологических свойств СИ во времени и действие влияющих величин на погрешность СИ.
На основании результатов метрологической аттестации устанавливается минимум операций, которые необходимо выполнять в дальнейшем при поверке этого СИ, а также межповерочный интервал. Чаще всего аттестации подвергается испытательное оборудование.
Метрологическое обеспечение – комплекс мероприятий по установлению и применению:
- научных и организационных основ;
- технических средств;
- правил и норм, необходимых для достижения единства и требуемой точности измерений.
Единство измерений – такое состояние измерений, при котором:
- результаты выражены в узаконенных единицах;
- погрешности измерений известны с заданной вероятностью.
Точность измерений – близость результатов к истинному значению измеряемой величины, которое достигается:
- установлением норм точности;
- аттестацией методик выполненных измерений.
Количественным выражением качественного понятия "точность" является погрешность.

Погрешность
Погрешность (П) – сложное и емкое понятие. Различают погрешность результата измерения и погрешность средства измерения (рис. 2).
Далее будем использовать следующие сокращения: С – субъективная погрешность, М – методическая погрешность, И – инструментальная погрешность.
 Рис. 2. Погрешность
Рис. 2. Погрешность
Из схемы, представленной на рис. 2, следует:
1. Погрешность результата измерения представляет собой сумму субъективной, методической и инструментальной погрешностей, которые независимы друг от друга: П = С + М + И.
Если оператор имеет достаточную квалификацию, то грубые промахи при отсчете показаний, ошибки параллакса и ошибки интерполяции можно исключить. Тогда С = 0, а погрешность измерения запишется в виде: П = М + И.
 Рис. 3. Внутреннее сопротивление измерительных приборов
Рис. 3. Внутреннее сопротивление измерительных приборов
Методические погрешности3 появляются в результате наличия внутреннего сопротивления (Ra, Rv) измерительных приборов (рис. 3) или, к примеру, применения различных схем включения амперметра и вольтметра при косвенном методе измерения мощности (рис. 4).
 Рис. 4.
Рис. 4.
Если в процессе измерений выполняются условия, представленные в табл. 1 (на практике, как правило, так оно и есть), то М = О, а погрешность измерения запишется в виде: П = И.
Таблица 1

2. Погрешности средства измерений формируют инструментальную погрешность результата измерения – И. Поэтому при условии, что С и М можно пренебречь, результат измерения (R) можно записать в виде: R = Хизм ± П или R = Хизм ± И, где Хизм – измеренное значение.
3. Абсолютная погрешность ∆ – это разность между измеренным Хизм и истинным Хист значением измеряемой величины: ∆ = Хизм – Хист .
На практике истинное значение измеряемой величины измерить точно невозможно из-за невыполнимости условия "чистоты эксперимента". Поэтому при определении абсолютной погрешности пользуются действительным значением измеряемой величины, которое получается при производстве измерений с помощью СИ высокого класса точности и которое максимально приближено к истинному значению. Это означает, что:
∆ = Хизм – Хист ≈ Хизм – Хд, где Хд – действительное значение.
Важно помнить, что абсолютная погрешность имеет те же единицы измерения, что и измеряемая физическая величина.
Пример 1. Когда измерялся ток 1 А, амперметр показал 0,95 А, когда измерялся ток 2 А, амперметр показал 2,1 А. Определить абсолютную погрешность. В первом опыте ∆ = Хизм – Х = 0,95 А – 1 А = -0,05 А, во втором опыте ∆ = Хизм – Х = 2,1 А – 2 А = 0,1 А.
Итак, абсолютная погрешность характеризует отклонение от действительного значения в ту или иную сторону. Поэтому в формулах, где она присутствует, символ ± в записи формул упускают.
4. Относительная погрешность ð – это отношение абсолютной погрешности к действительному значению Хд, выраженное в процентах:
На практике действительное значение измеряемой величины часто неизвестно, поэтому вместо него пользуются измеренным значением.
Тогда:
где Хизм – измеренное значение.
Подчеркнем, что основной составляющей погрешности любого результата измерения является погрешность СИ, то есть И. Поэтому при условии, что М = С = 0, результат измерения принято записывать с применением абсолютной или относительной погрешности в виде: R = Хизм ± ∆ или R = Хизм ± ð, (1).
Пример 2. При измерении тока 5 А (Iд1) амперметр показал 5,1 А, а при измерении тока 8 А (Iд2) амперметр показал 8,1 А. Предельное значение шкалы амперметра – 10 А. Какое измерение выполнено точнее?
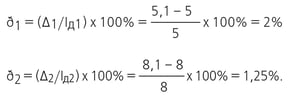
Итак, относительная погрешность характеризует точность конкретного измерения.
Из примера следует важный практический вывод: чем ближе измеряемая величина находится к предельному значению шкалы аналогового прибора или пределу диапазона измерения цифрового прибора, тем точнее будет выполняемое измерение. Поэтому для аналоговых приборов измерение должно выполняться так, чтобы стрелка прибора находилась правее значений, равных 2/3 шкалы, а для цифровых приборов измерение должно выполняться так, чтобы было больше разрядов после запятой (децимальной точки).
5. Приведенная погрешность – это отношение абсолютной погрешности к нормирующему значению прибора, выраженное в процентах.
где Хn – нормирующее значение прибора (2).
Для аналоговых приборов Хn равно конечному значению шкалы прибора. Если нулевая отметка находится на краю шкалы, то Хn = 100 (рис. 5а). Если нулевая отметка находится вне шкалы, то Хn = 500 (рис. 5б) или равно сумме конечных значений шкалы прибора, если нулевая отметка находится посередине шкалы – то Хn = 100 (рис. 5в). Для цифровых приборов Хn равно пределу диапазона.
 Рис. 5.
Рис. 5.
Эта погрешность характеризует точность конкретного прибора, по ней сравниваются приборы разного диапазона измерения или электромеханические приборы разных систем.
Пример 3. Для условий 2-го примера рассчитать приведенную погрешность измерений.
Вывод о постоянстве точности прибора по всей шкале при производстве измерений ошибочен.
Для двух конкретных случаев приведенная погрешность одинаковая, но при измерении других значений погрешность может быть и больше, и меньше. Вполне очевидно, что для многократных измерений физической величины в определенном диапазоне выберут тот прибор, у которого приведенная погрешность будет меньше.
Приведенная погрешность СИ, определяемая при нормальных условиях эксплуатации (измерения проводятся в условиях, соответствующих табл. 2), нормальном положении шкалы, отсутствии вибраций, перегрузок, электромагнитных полей, ферромагнитных масс и т.д., называется основной приведенной погрешностью.
Таблица 2. Условия для определения приведенной погрешности
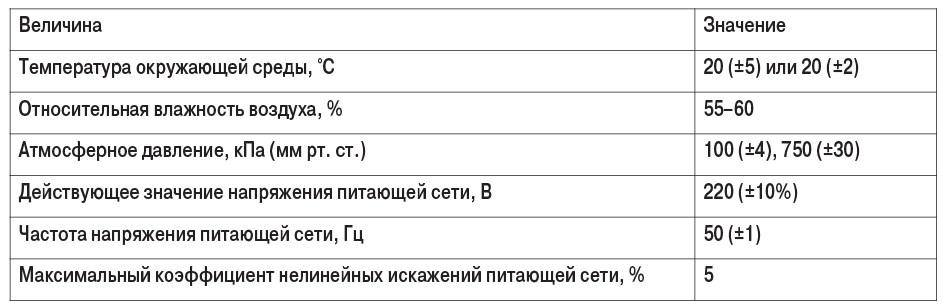
Если условия измерения отличаются от вышеуказанных условий, то появляется дополнительная погрешность СИ. Выражение этой погрешности для конкретных условий может быть приведено в паспорте на СИ.
В этом случае результат измерения будет записан в виде:
![]()
Или с учетом (1):
![]()
где По и Пд – основная и дополнительная погрешность измерения соответственно.

Класс точности
Наличие большого числа погрешностей (разных показателей точности) затрудняет сравнение СИ. С другой стороны, учет всех нормируемых ГОСТом метрологических характеристик СИ при производстве измерений – тоже трудоемкая задача. Поэтому нужна обобщенная характеристика метрологических свойств СИ, которая, по сути, давала бы информацию об инструментальной составляющей СИ. Такой характеристикой является класс точности (КТ).
Наиболее распространенными являются восемь классов точности: 0,05, 0,1, 0,2, 0,5, 1,0, 1,5, 2,5, 4,0. Приборы классов точности 0,05, 0,1 относят к контрольным приборам, классов точности 0,2, 0,5 – к лабораторным приборам, классов точности 1,0, 1,5, 2,5 – к техническим приборам, а классов точности 4,0 – к учебным приборам.
Класс точности – это обобщенная метрологическая характеристика СИ, которая определяется предельными значениями допустимых основной и дополнительной погрешностей4.
Без соответствующих пояснений определение термина очень туманное. Тут бы авторам2 дать развернутую инструкцию, что с этими знаниями делать, если измерение выполнено. Но боги не снизошли до послушников.
Гнетущее впечатление о ГОСТе можно скрасить общепринятым для практической работы положением, по которому для наиболее распространенных электроизмерительных приборов прямого действия класс точности определяется основной приведенной погрешностью прибора, то есть КТ = | γ | (3).
В процессе эксплуатации СИ должны удовлетворять требованиям к метрологическим характеристикам, заложенным в них при изготовлении. Важность выполнения последнего требования ГОСТа, а также необходимость выполнения периодических поверок СИ рассмотрим ниже на конкретных примерах.
"Рулетка! Ты умеешь согрешить, ну а я доверчив…"
Все чаще динамика жизни заставляет менять не только хозяина объекта, но и интерьер, поэтому измерение расстояний для выполнения требований сводов правил характерно не только для монтажных работ. Некоторые из таких требований по соблюдению расстояний представлены в табл. 3.
Таблица 3. Некоторые требования СП по установлению расстояний

Из песни Расторгуева слов не выкинешь, остается проверить достоверность информации про "грехи" СИ линейных размеров. Самыми популярными для практики являются рулетка и линейка. Их погрешности представлены в таблицах 4 и 5 соответственно. Тот самый редкий случай, когда от прочтения ГОСТа получаешь удовольствие: представленное в таблицах допускаемое отклонение не что иное, как абсолютная погрешность, которая измеряется в тех же единицах, что и линейные размеры.
Пример 4. При производстве измерения расстояния отступа стеллажа от потолка с помощью рулетки получен результат 3 580 мм. Определить погрешность измерения.
Таблица 4. Погрешности по ГОСТ 7502–98 для рулетки Р10УЗК, 3-й класс, 10 000 мм, цена деления – 1 мм

Абсолютная погрешность измерения определяется по формуле, представленной в последней строке табл. 4. При этом L = 3 +1 = 4, поэтому: ∆ = ± (0,40 + 0,20 (4 – 1)) = ±1 мм.
Спешу огорчить пытливые умы и раскрою секрет "подводного камня": при измерениях при температурах, отличных от +20 °С, необходимо вводить поправку ∆t на температурный коэффициент линейного расширения материала, рассчитываемый по формуле: ∆t = a х L х (t – 20), где а – коэффициент линейного расширения материала измерительной ленты (для углеродистой стали а = 1,2 х 10-5, для нержавеющей стали а = 2 х 10-5); L – длина по шкале рулетки, измеренная при температуре t; t – температура воздуха при измерении, °С. Если крутой начальник заставляет выполнять монтажные работы при +40 °С, то поправка составит: ∆t = a х L х (t – 20) = 2 х 10-5 х 5 000 х (40 – 20) = 2 мм.
Как видим, при выполнении п. 6.6.9 СП 484.1311500.2020 (см. табл. 3) эта поправка для 150 мм составит 0,06 мм, поэтому просто закрываем на нее глаза.
Таблица 5. Погрешности по ГОСТ 427–75 для линейки 500, 3-й класс, цена деления – 1 мм

Вывод: анализируя данные таблиц и полученные результаты погрешностей, можно резюмировать, что в нормальных условиях при применении рулетки и линейки, изготовленных по ГОСТу, погрешность не оказывает влияния на результат измерения. Что же касается ширпотреба из магазина, то "грешки" за ним водятся, так что "довесок" в 1–2 мм для требуемого расстояния при проведении работ обеспечит дальнейшую комфортную жизнь.
В следующей статье мы рассмотрим влияние класса точности систем измерений на результаты измерений, выполняемых в системах безопасности объектов.
4 ГОСТ 8.401–80 "Классы точности средств измерений. Общие требования".
Опубликовано в журнале "Системы безопасности" № 4/2022
Все статьи журнала "Системы безопасности"
доступны для скачивания в iMag >>
Источник фото: freepik.com
Взрывозащита технологического оборудования: защита опасного производственного объекта

Средства коллективной работы и платформы для корпоративных коммуникаций в офисе
Умные парковки и автоматизация пропускного режима для ЖК и коммерческой недвижимости


Поделитесь вашими идеями